
Step 1:
Desmonte el conjunto completo de montaje de piedra de molienda el nuevopiedra de moler
Step 2:
Saca la cuchilla desgastada y monta la nuevacuchilla de brote.
Step 3:
Instale hacia atrás el conjunto de piedra de molienda, desconecte el suministro de aire en el cilindro de aire para que la piedra de molienda para asegurar que no se aplique presión en elpiedra de moler.
Step 4:
Empuje a mano los dos ejes en el cilindro de aire para permitir que la piedra de molienda toque/bese el borde del cuchillo en ambos lados.
Step 5:
Use llave llave para asegurarse de que elpiedra de molerLos bordes establecidos y de cuchillo (ambos lados) se besan. La mano girando la piedra de molienda para verificar la fricación de contacto entre las piedras de molienda y los bordes de cuchillo son literalmente el mismo fricación (no una piedra apretada, una piedra suelta). Luego apriete los tornillos y las tuercas.
Step 6:
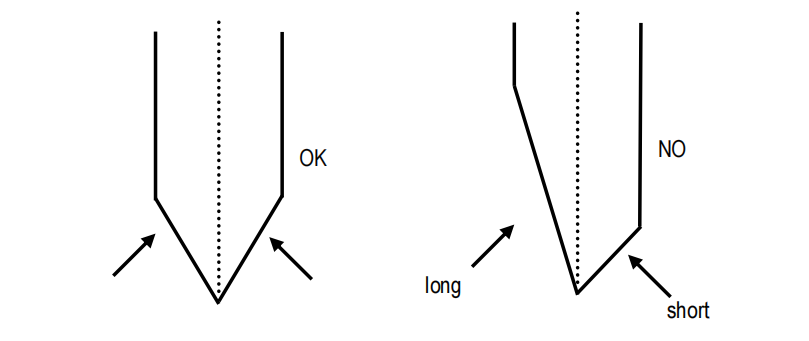
Conecte la tubería de aire en el cilindro de aire y aplique la presión de 0.5 - 0.8 kgs y verifique nuevamente si la piedra de molienda que contacta con el borde del cuchillo es según se muestra el siguiente dibujo.
El área de contacto del borde del cuchillo (nueva cuchilla) estará en el área de ½ a ⅓ en elpiedra de moler.

Corrección ubicada en ⅓ depiedra de molery use la mano para empujar el cilindro de aire para tocar la cuchilla en la posición ⅓ que se muestra según el dibujo. Asegúrate de ambosruedas de moliendaDebe ser un contacto uniforme con Blade.
Step 7:
Si el borde de la nueva cuchilla está excediendo o no dentro del rango en elpiedra de moler, repita y reajusta una presión ligeramente más pesada según el paso 4,5,6.
Step 8:
Si la forma de molienda del borde de la cuchilla se convertirá en el boceto
Si la rutina en los bordes de la cuchilla no es uniforme, el tablero no estará limpio, afilado y causará cañas y bordes de daños.
Step 9:
La presión de aire recomendada para usar está dentro de 0.5 - 0.8 kgs. Demasiada presión provocará que el rápido desgaste fuera de las cuchillas.
STEP 10:
En el sistema informático del anotador de los fragmentos, generalmente se configura a medidores de rectificado comunes a 300 metros de ranura, luego muele elcuchillapor 6 segundos. El operador debe ajustar la longitud de la franja y la rectificación de tiempo duradero depende de la calidad del papel.
El molido de la cuchilla para la buena calidad del grado de papel se puede establecer en 500 metros en la franja y luego en la molienda durante 6 segundos. O, elcuchillaLa molienda para la mala calidad del grado de papel se puede establecer en 200 metros en la franja y luego en la molienda durante 10 segundos.
Paso 11:
Cuando las tablas corrugadas son demasiado suaves, lo que significa que contiene demasiada humedad, el pegamento no seco, la calidad de la franja se afectará y acortará la vida útil del uso de las cuchillas.
Se recomienda el sistema de enfriamiento de aceite para la molienda de la cuchilla en enfriamiento durante 15 segundos cada 30 minutos.
Siempre limpie el cepillo de aceite/la almohadilla de lana por aire comprimido cada dos días cuando la calidad del papel sea 100% de reciclaje de papel y papel de mala calidad para asegurar que el aceite se pueda sumergir en los bordes de la cuchilla para enfriar las cuchillas.
Cambie la almohadilla de lana una vez que el aceite de enfriamiento no se puede aplicar alcuchilla.
El aceite de enfriamiento recomendado es el aceite de lubricación #30 o #40 para una resistencia de 150 ℃ temperatura.

Tiempo de publicación: Mar-08-2023



